| L’équipe de recherche et de développement du département technologique de Technobell a terminé avec succès la conception de son nouveau réacteur à double zone de haute capacité pour la fabrication d’anhydride maléique à base de n-butane avec une capacité de chaîne unique jusqu’à 60 000 tonnes par an.
Le réacteur le plus avancé est le résultat de la recherche et du développement constants de l’équipe d’ingénieurs de Technobell, bien connue pour son savoir-faire technologique et l’amélioration des équipements de traitement en fonction des demandes du marché et des défauts connus des réacteurs en exploitation dans le monde.
Le nouveau réacteur combine l’avantage des performances révolutionnaires du réacteur à double zone sous licence de Technobell et une capacité de production élevée, ce qui se traduit par des performances de production, une productivité, une économisation et une efficacité de premier plan sur le marché.
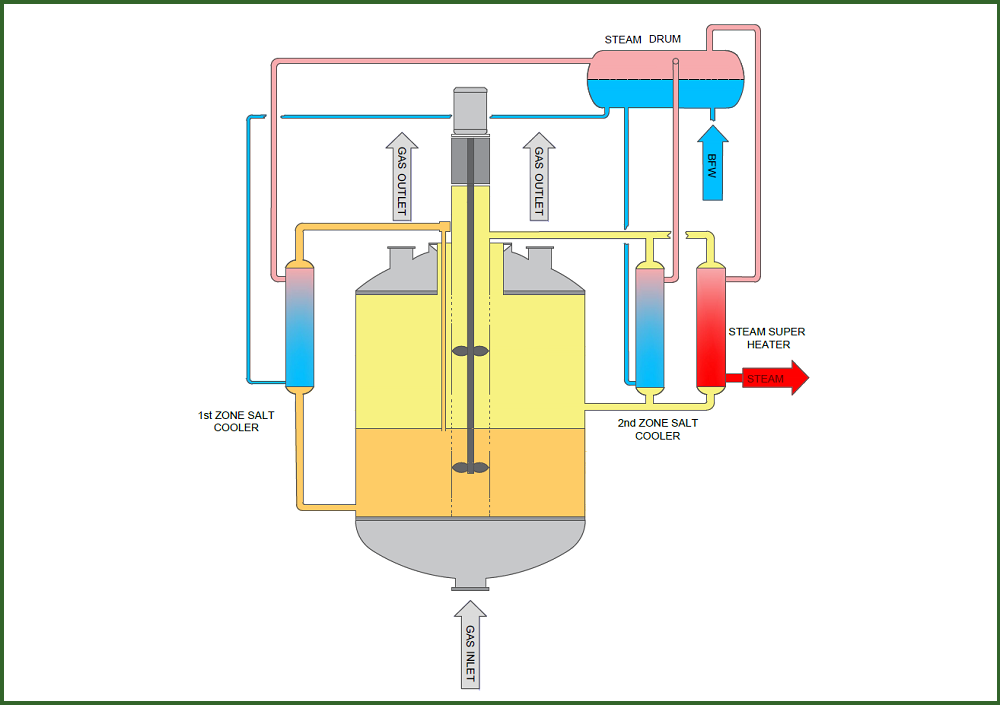
Caractéristiques principales du réacteur : · La circulation concentrique du sel résulte en une distribution égale du sel à la fois dans les directions radiale et axiale autour des tubes du catalyseur. · L’entrée centrale du gaz de réaction avec une conception spéciale du distributeur de gaz garantit une vitesse spatiale horaire du gaz identique dans chaque tube du catalyseur. · Le fonctionnement avec le réacteur à double zone contribue à une flexibilité de production élevée avec un rendement d’anhydride maléique exceptionnellement élevé. · Le réacteur donne à l’utilisateur final la possibilité de générer n’importe quelle vapeur moyenne pression, haute pression ou très haute pression en fonction des besoins de son processus. · Le fonctionnement avec une concentration élevée en n-butane dans le gaz d’alimentation en même temps avec une conversion et une sélectivité élevée en n-C4. · Un point chaud réduit et un profil de température du catalyseur modéré prolongent le cycle de vie du catalyseur. · Réduction importante des coûts d’investissement.
|
L'équipe de recherche et de développement du département technologique de Technobell a terminé avec succès la conception de son nouveau réacteur à double zone de haute capacité pour la fabrication d'anhydride maléique à base de n-butane avec une capacité de chaîne unique jusqu'à 60 000 tonnes par an.
Le réacteur d’anhydride maléique à double zone de Technobell est prêt pour une capacité de 60 000 tonnes par an Le réacteur d’anhydride maléique à double zone de Technobell est prêt pour une capacité de 60 000 TPY.